
روش محاسبه طول تیغه اره نواری: راهنمای کامل 0 تا 100

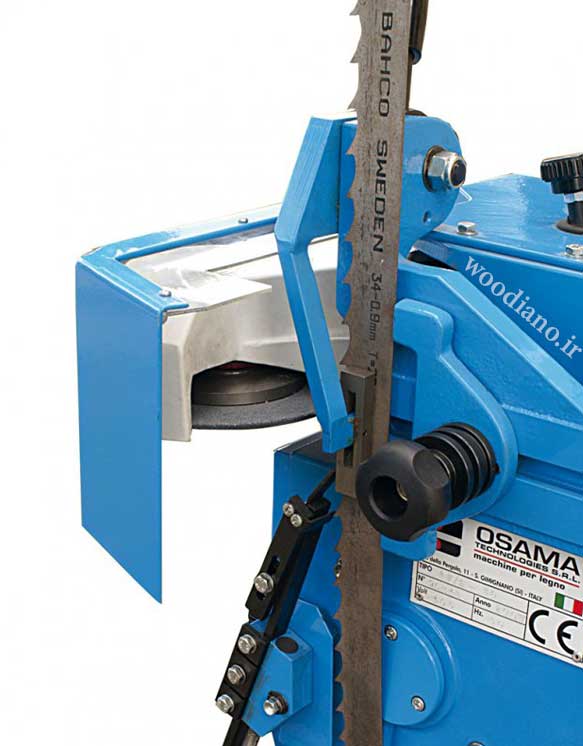
تیغه دستگاه اره نواری به صورت یک تسمه فنری است و باعرض های مختلف به صورت طولی وجود دارد. هرچه عرض تیغه اره بیشتر می شود ضخامت آن و فاصله دندانه ها نیز به نسبت بیشتر می شود. طول تیغه دستگاه اره نواری با توجه به ابعاد دستگاه محاسبه شده و برش زده می شود. سپس در محل برش از دو سر به یکدیگر جوش داده می شود. جوش این تیغه با دستگاه جوش الکتریکی حرارتی صورت می گیرد. برای جوش دادن دو سر تیغه به یکدیگر نیاز به مهارت و تجربه بالا است و نکات مهمی در هنگام جوش دادن باید مورد توجه قرار گیرد. محل برش تیغه اره یکی از نکات مهم در هنگام جوش تیغه اره نواری است.


برش و جوش تیغه اره نواری:
برش تیغه اره نواری باید کمی بیشتر از نصف دندانه اره در هر دو سمت انجام شود تا در هنگام جوش دو سر تیغه به یکدیگر، یک دندانه کامل ایجاد شود. پس از جوش دادن، محل اتصال باید سنگ زنی شده تا ضخامت محل جوش با ضخامت تیغه یکدست و یکنواخت شود. پس از جوش دادن دو سر تیغه به یکدیگر محل جوش باید اصطلاحاً آب دیده شود تا از حالت شکنندگی خارج شده و بعد سنگ زنی و پرداخت شود. همچنین در هنگام چپ و راست کردن دندانه های اره، باید دندانه های محل جوش صاف باشند تا در هنگام برشکاری تحت فشار قرار نگیرند.
محاسبه طول تیغه اره نواری:
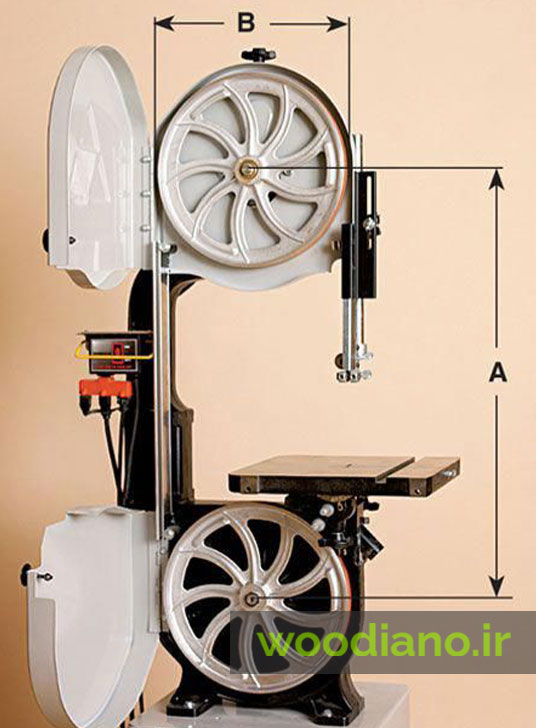
برای محاسبه طول اره نواری (به انگلیسی: Band Saw) باید محل قرارگیری اره روی دستگاه اندازه گیری شود. برای این منظور می توان به دو روش عمل نمود. ابتدا باید فلکه بالا را تا انتها توسط اهرم بالا برنده به سمت بالا ببریم. در روش اول از یک نخ یا طناب استفاده کرده و آن را به دور فلکه پایین و فلکه بالا به طوری که اره دستگاه قرار می گیرد چرخانده و دوسر نخ را به یکدیگر گره بزنیم. سپس آن را از روی فلکه ها خارج کرده و توسط متر نواری طول نخ را از محل گره اندازه گیری می کنیم تا طول اره نواری به دست بیاید. در روش دوم طول اره نواری مورد محاسبه قرار می گیرد. همانطور که میدانید تیغه اره فلکه روی یک نیم دایره از فلکه بالا و یک نیم دایره از فلکه پایین و در چپ و راست در فاصله مرکز تا مرکز ۲ فلکه قرار میگیرد. بنابراین با توجه به اینکه نیمی از فلکه بالا و نیمی از فلکه پایین یک فلکه کامل را تشکیل می دهد محیط یک فلکه محاسبه شده و با دو فاصله مرکز تا مرکز فلکه ها از یکدیگر جمع زده می شود و حاصل به دست آمده طول اره نواری را تشکیل میدهد.
حتما ببینید : ابزار های ضروری نجاری کدامند؟
به طور مثال برای محاسبه طول اره نواری در دستگاه اره نواری با قطر فلکه ۸۰ محاسبه طول اره نواری به این صورت انجام می شود. قطر فلکه هشتاد را در عدد ۳.۱۴ ضرب کرده و عدد ۲۵۱ سانتی متر به دست می آید. عدد به دست آمده محیط دایره فلکه است که طول اره نواری را در نیم دایره پایین و نیم دایره بالا تشکیل می دهد. سپس فاصله مرکز تا مرکز فلکه پایین و فلکه بالا اندازه گیری می شود. این اندازه در دستگاه اره نواری با قطر فلکه ۸۰ حدوداً ۱۶۵ سانتی متر است. بنابراین عدد ۲۵1 را با عدد ۱۶۵ ضربدر ۲ جمع می زنیم. حاصل به دست آمده 581 سانتی متر طول تیغه اره نواری در دستگاه اره نواری است. اما با توجه به اینکه برای محاسبه تیغه اره، فلکه بالا را تا انتها بالا دادیم عدد به دست آمده باید در هر دو روش به اندازه ۲ تا ۳ سانتیمتر کوتاه شود تا هنگامیکه تیغه اره روی دستگاه قرار می گیرد با بالا بردن فلکه توسط اهرم بالا برنده، تیغه اره نواری تحت فشار قرار گرفته و کشیده شود. در غیر این صورت تیغه اره روی دستگاه شل بوده و نمی تواند مورد استفاده قرار بگیرد. تیغه اره نواری هر از گاهی به دلایل مختلف دچار شکستگی و پارگی می شود و می تواند از محل شکستگی دوباره برش خورده و جوش زده شود. در هر بار جوش دادن اره، مقداری از طول اره کوتاه می شود. به همین دلیل برای محاسبه طول اره، فلکه بالا را تا انتها بالا دادیم تا از بیشترین حالت طول اره استفاده کنیم. بنابراین تا چندین بار شکستن اره میتوان آن را جوش داده و مورد استفاده قرار داد.
مقدار کوتاه شدن اره تا چه حدی است و چگونه محاسبه می شود؟
فاصله بالاترین حالت قرارگیری فلکه و پایین ترین حالت قرارگیری فلکه اندازهای است که برای کوتاه شدن اره در نظر گرفته می شود. به طور مثال زمانی که فلکه بالا در بالاترین حالت قرار میگیرد، فاصله دو فلکه از یکدیگر ۱۶۵ سانتی متر است و در پایین ترین حالت روی ۱۴۵ سانتیمتر قرار می گیرد. بنابر این فاصله این دو از یکدیگر ۲۰ سانتی متر است. این فاصله ۲۰ سانتیمتری در سمت چپ و راست فلکه قرار دارد. بنابراین اره دستگاه می تواند تا ۴۰ سانتی متر کوتاه شده و جوش داده شود. پس از اندازه بری و جوش دادن دو سر اره به یکدیگر نوبت به تیز کردن و چپ و راست کردن دندانه های تیغه اره می رسد.
تیز کردن تیغه اره نواری:
تیز کردن تیغه اره نواری به دو صورت تیز کردن با سوهان و تیز کردن با سنگ سنباده انجام می شود. برای انجام این کار به صورت دقیق از دستگاه اره تیز کنی استفاده می شود. البته به صورت دستی نیز می توان تیغه اره نواری را توسط سوهان و یا سنگ سنباده تیز نمود اما کیفیت دستگاه اره تیز کنی به مراتب بالاتر بوده و عمل تیز کردن دندانه ها به صورت یکنواخت و دقیق صورت می گیرد. دستگاه اره تیز کنی با تنظیمات مختلف جهت براده برداری از روی دندانه ها و همچنین با توجه به فاصله دندانه ها تنظیم شده و با هر بار کشیده شدن سوهان یا سنگ سنباده یک دندانه بالا رفته و دوباره عمل سوهان کشی یا سنگ سنباده زنی صورت می گیرد و به همین ترتیب ادامه پیدا کرده تا تمامی دندانه های تیغه اره نواری تیز شود.

سوهان کشی در تیغه اره نواری توسط سوهان سه گوش با لبه گرد انجام می شود تا انتهای دندان به صورت گرد در بیاید. در صورتی که انتهای دندانه تیز باشد در هنگام برش با تیغه اره فشار زیادی به انتهای دندانه اره وارد میشود و اره به سرعت پاره خواهد شد. به همین علت از سوهان سه گوش با لبه گرد استفاده میشود تا انتهای دندانه به صورت گرد در بیاید و مانع پاره شدن اره از این قسمت شود. در روش تیز کردن با سنگ سنباده دندانه ها به صورت به اصطلاح قلابی تیز می شود و زاویه نوک دندانه ها کمی تیز تر نسبت به روش سوهان کشی است.
چپ و راست کردن تیغه اره نواری:
پس از تیز کردن اره ها نوبت به چپ و راست کردن دندانه ها می رسد. علت چپ و راست کردن دندانه های تیغه اره نواری به این علت است که براده برداری راحتتر انجام شده و دیواره برش خورده قطعات از سطح تیغه اره فاصله داشته باشد و مانع اصطکاک بین دیواره برش و سطح اره شود.
در صورتی که مقدار چپ و راست دندانه های تیغه اره نواری کم باشد سطح تیغه با دیواره برش تماس خواهد داشت و در اثر اصطکاک داغ شده و اره دچار پارگی می شود. اما اگر چپ و راست دندانه های تیغه اره نواری بیش از حد معمول باشد مقدار باربرداری بیشتر شده و فشار بیشتری به تیغه اره دستگاه وارد می شود. در این حالت نیز امکان شکستن اره بیشتر می شود. به طور استاندارد مقدار چپ و راست کردن دندانه ها باید به اندازه ضخامت اره باشد و نباید از ضخامت اره بیشتر شود.
به طور مثال اگر ضخامت اره ۶ دهم میلیمتر باشد برای چپ و راست کردن باید یک دندانه به اندازه ۶ دهم میلیمتر به راست و یک دندانه به اندازه 6 دهم میلیمتر به سمت چپ خم شود. حالت چپ و راست کردن دندانه های تیغه اره نواری انواع مختلفی دارد که پر کاربرد ترین آنها به دو روش است. در روش اول دندانه ها یکی پس از دیگری به چپ و راست خم می شود. در روش دوم بین هر دندانه چپ و راست یک دندانه به صورت صاف قرار می گیرد. به این صورت که یک دندانه به راست، یک دندانه صاف، یک دندانه به چپ، یک دندانه صاف، یک دندانه به راست و به همین صورت ادامه پیدا می کند. چپ و راست کردن نیز به دو روش به صورت چپ و راست کردن با ماشین و چپ و راست دستی صورت می گیرد.
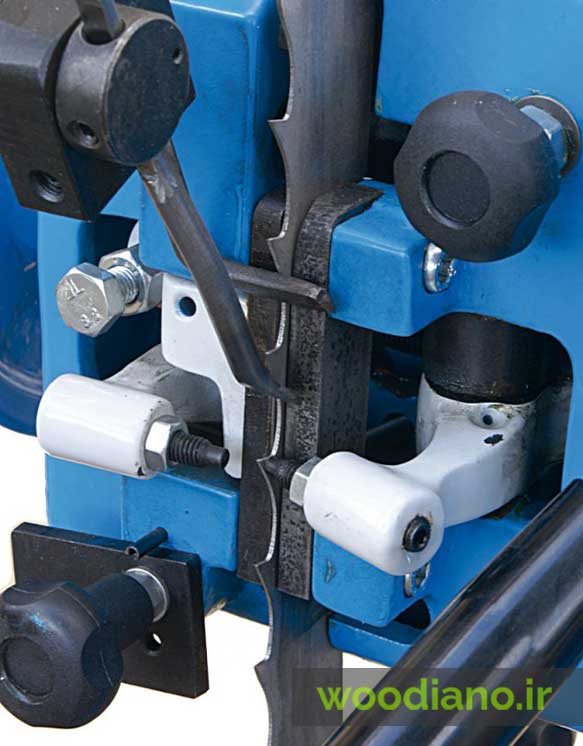
در چپ و راست کردن با ماشین دستگاه با توجه به فاصله دندانه های تیغه اره تنظیم شده و با هر بار بالا رفتن یک دندانه یک ضربه به چپ و با حرکت بعدی به سمت بالا یک ضربه به راست به دندانه وارد می شود. در روش دستی نیز این کار توسط یک انبار که مقطع آن به صورت زاویه دار است صورت می گیرد. با توجه به فرم چپ و راست کردن در فاصله های مشخص، به طور مثال یک درمیان، ابتدا دندانه های چپ همگی به یک سمت خم می شوند سپس تیغه را چرخانده و دندانه های راست به صورت یک در میان توسط انبر خم می شود. در هنگام کار با دستگاه اره نواری، اره دستگاه به دلایل مختلفی دچار پارگی یا ترک می شود.
تشخیص و علت پارگی تیغه اره نواری:
در صورتی که اره دستگاه پاره شود، به دلیل تحت فشار بودن، تیغه اره به طرفین پرتاب میشود و در این حالت باید فوراً دستگاه را خاموش نمود و تیغه را بعد از ثابت شدن فلکه ها خارج نموده، تیغه اره دیگری را روی دستگاه قرار داد. اما در حین کار به ناگهان صدای تیغه اره عوض می شود و با فاصله زمانی مشخص صدای ضربه ای شنیده می شود. و یا این که اره به سمت جلو و عقب در فاصله زمانی مشخص به قطعه چوب ضربه می زند. در این حالت باید دستگاه را خاموش کرده و اره دستگاه بازبینی شود. در هنگام کار با دستگاه هنگامی که صدای تیغه اره عوض شد یا با فاصله زمانی مشخص به قطعه چوب ضربه وارد کرد یعنی اره دچار پارگی و ترک شده است. معمولاً ترک در قسمت جوش خورده تیغه اره ایجاد می شود. خارج شدن یا ترک برداشتن تیغه اره دلایل مختلفی می تواند داشته باشد. شل بودن تیغه اره، کافی نبودن قدرت موتور برای برش قطعات، کند بودن اره، بیش از اندازه جلو بودن یا عقب بودن بلبرینگ هدایت پشت اره، استفاده از اره نامناسب جهت برش های منحنی، جوش نامناسب در محل اتصال اره، از دلایل عمده پارگی و شکستن تیغه اره نواری است.




2 Comments
Join the discussion and tell us your opinion.
با سلام
چطور از کارگاه های آموزشی حضوری و غیرحضوری اطلاع پیدا کنیم.
لطفاً راهنمایی بفرمایید
متشکرم
سلام. از طریق اینستاگرام وودیانو